
Wie funktioniert das eigentlich mit dem Metall 3D-Druck?
Dass es den 3D-Druck gibt, das weiß fast jeder. Doch den Prozess und das Verfahren des Metall 3D-Druck kennen die wenigsten. Mit diesem Beitrag wollen wir Ihnen den Metall 3D-Druck einmal näher bringen und das gesamte Verfahren mit den einzelnen Prozessen vorstellen. Im Anschluss sollten Sie einen guten Eindruck davon haben, wie ein Prototyp oder Bauteil aus Metall aus dem 3D-Drucker entsteht und welche Schritte wir bis zum fertigen Bauteil benötigen.
Die Druckvorbereitung
Das digitale 3D CAD Modell
Ganz am Anfang stehen natürlich die 3D-Daten, welche unsere Kunden in der Regel mittels diverser CAD Software erstellt haben. Wichtig ist hierbei, dass ein „wasserdichter“ 3D Volumenkörper generiert wird. Nur so kann der 3D-Druck Prozess sauber und schnell umgesetzt werden. Wenn die Daten nicht „wasserdicht“ sind und noch Löcher oder Lücken im 3D Volumenmodell vorhanden sind, können die 3D-Drucker die Daten nicht verarbeiten. Die gängigsten und gebräuchlichsten Datenformate sind die .stp und .stl Datei, es können aber auch andere gängige CAD Formate eingelesen werden.
Als 3D Druck Dienstleister haben wir die Möglichkeit alle gängigen CAD Formate einlesen zu können.
CAM Software für 3D-Drucker
Natürlich gibt es auch Software, die uns als 3D-Druck Dienstleister dabei hilft die digitalen Daten für den Druckprozess vorzubereiten. Deshalb muss zuallererst die Position und die Lage des zu druckenden Bauteils im Bauraum festgelegt werden. Folglich wird die Position und Lage, je nach Größe, Geometrie, Wandstärken und Überhängen individuell festgelegt. Ist die Position und Lage definiert wird die Stützstruktur (auch „Lattice“ genannt) am Bauteil generiert. Die Stützstruktur hält das zu druckende Metallteil fest auf seiner Position und Lage. Zusätzlich werden die Stützstrukturen zur Minimierung von Verzügen und zum Stützen von sogenannten Überhängen benötigt. Die CAM Software kann auch dabei unterstützen die beste Lage zu finden, indem verschiedene Lagen berechnet werden und Parameter wie Volumen der Stützstruktur, Bauhöhe und unterstützte Fläche ausgibt. Entsprechend dienen die hieraus generierten Parameter zur Entscheidungsfindung und Optimierung der richtigen Lage im Bauraum.
Nennen Sie uns Ihre besonderen Anforderungen, damit wir diese bei der Platzierung berücksichtigen können.
Übersetzung in maschinenlesbaren Code
Ist alles festgelegt und definiert, wird das Bauteil noch gesliced (in Schichten / Scheiben zerlegt). Hierbei errechnet die CAM Software für jede Schicht die Bahnen, welche der Laser im späteren 3D-Druck Prozess abfahren muss. Das Erstellen dieser Laserbahnen nennt man »Hatching«. Das Hatching ist vergleichbar mit der Laufbahn eines Fräsers bei einer CNC Fräsmaschine. Nach dem Slicen und Hatchen wird der maschinenlesbare Code an den 3D-Drucker ausgegeben.
Wir fertigen Ihre Bauteile in höchster Qualität und nutzen nur hochwertige Materialien und Parametersätze.
Welche Materialien können in Metall 3D gedruckt werden?
Werkzeugstahl
-
Verzugsarm, hohe Zähigkeit
-
Gute Polierbarkeit
-
Härtbar bis max. 54 HRC
-
bis ca. 400°C einsetzbar
Aluminium
-
mechanische Bearbeitbarkeit
-
gute Wärmeleitung
-
Schweißbar
-
Leichtbau
Edelstahl
-
Korrosionsbeständig bis 300°C
-
für Tieftemperatureinsatz geeignet
-
gut Schweißbar
-
Hohe Zähigkeit

Vorbereitung des Druckers
Nachdem das Programm erstellt und zur Maschine gesendet wurde, muss der 3D-Drucker noch vorbereitet werden. Hierzu wird als Erstes die Bauplatte in den 3D-Drucker eingelegt und ausgerichtet. Die Bauplatte und das zu druckende Bauteil sollten idealerweise aus demselben Werkstoff sein. Im Anschluss wird der Recoater kontrolliert. Dieser ist später für das Auftragen des Pulvers der einzelnen Schichten zuständig.
Nun werden die Parameter für den Baujob noch feinjustiert und überprüft. Hierbei können wir je nach Geometrie, Volumen, Wanddicken und Stückzahl den Baujob optimieren. Zum Beispiel kann die Recoating Strategie oder die Menge des mit dem Recoater aufgetragenen Materials angepasst werden. Je nachdem welches Material verwendet wird werden unterschiedliche Parameter für das Lasern / Drucken festgelegt. Beispielsweise mit welcher Laserleistung und Scangeschwindigkeit (die Geschwindigkeit, mit der der Laser die Laufbahn abfährt) gedruckt werden soll.
Anschließend wird die Maschine geschlossen und das Programm gestartet. Der Bauraum wird mit Argon oder Stickstoff (je nach Material) geflutet, bis ein Restsauerstoffgehalt <1% erreicht ist. Dies ist notwendig, damit die Bauteile nicht verzundern / oxidieren. Bei Aluminium und Titan ist eine besondere Aufmerksamkeit erforderlich, da diese Materialien hochreaktiv sind und sehr sensibel mit Sauerstoff reagieren. Im ungünstigen Fall kann es zu einer Staubexplosion kommen (ähnlich einer Mehlstaub-Explosion). Aus diesem Grund müssen gewisse EX-Schutz Maßnahmen an den 3D-Druck Anlagen und beim Pulverhandling beachtet und eingehalten werden.
Wenn alles erledigt ist, kann der Druckauftrag beginnen und der Metall 3D-Drucker mit dem Lasern der Schichten starten.

Sie haben Fragen zum Metall 3D-Druck Verfahren?
Kein Problem, wir informieren Sie gerne über die Möglichkeiten, die Vor- und Nachteile der einzelnen Verfahren und unsere einzelnen Technologien. Fordern Sie einfach einen Rückruf Service an und wir melden uns schnellstmöglich bei Ihnen.
Oder wählen Sie direkt die +49 (0) 2722 / 959595
Wir helfen Ihnen hier gerne weiter!
Der eigentliche Metall 3D-Druck
Unter einem additiven Verfahren versteht man einen Prozess, der Material zu einem Volumen hinzufügt (addiert). Gegenüber den subtraktiven Verfahren, bei denen Material im Prozess entfernt wird, ist der Prozessablauf beim selektiven Laserschmelzen entsprechend ein völlig anderer.
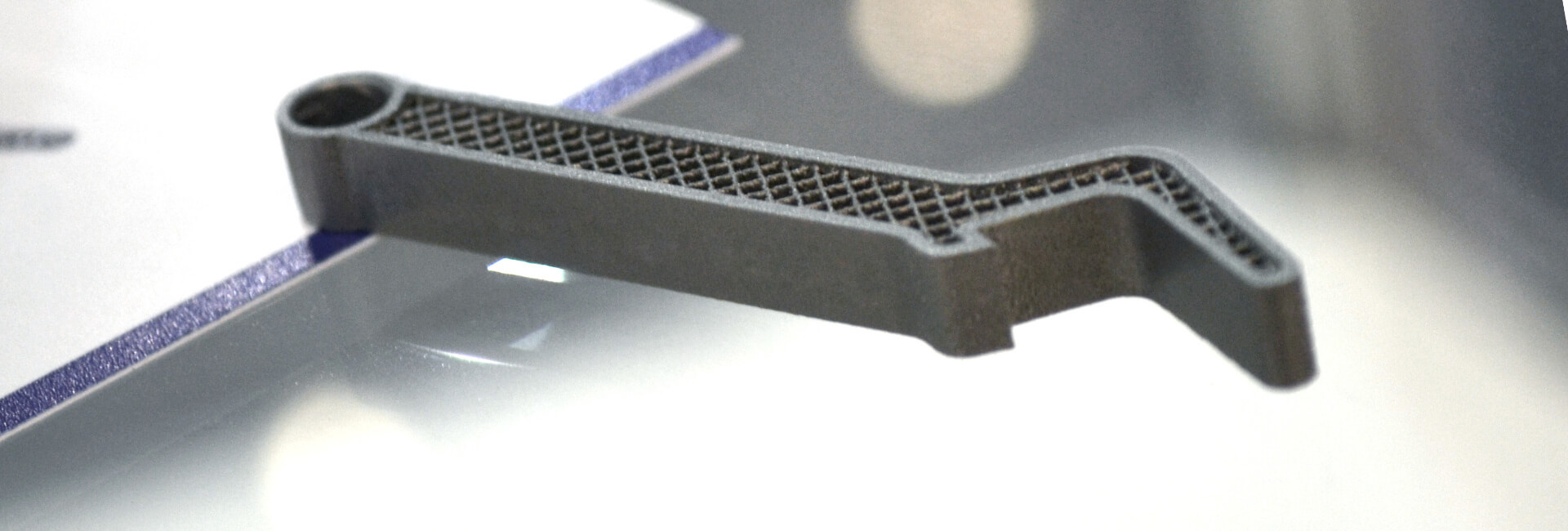
Das in Schichten von meist 0,05 mm aufgetragene Metallpulver wird durch einen Laser lokal erhitzt und beginnt zu schmelzen. Der Schmelzprozess ist vergleichbar dem beim Laserschweißen. Die Kontur und der Volumenkörper werden nun in Bahnen abgefahren, bis die vollständige Geometrie „verschweißt“ wurde. Ist die Schicht fertig, senkt sich die Bauplattform um 0,05 mm ab. Hierdurch entsteht ein Hohlraum, welcher mittels Rakel (Recoater) wieder mit Metallpulver befüllt wird. Nun befindet sich eine neue und frische Schicht Metallpulver über der vorher „verschweißten“ Ebene. Der Laser beginnt erneut die in dieser Schicht benötigte Kontur und Geometrie abzufahren. Dabei werden die übereinander liegenden und sich berührenden Schichten miteinander verschweißt. Die mittels additiver Fertigung hergestellten Schichten ergeben im Anschluss dann einen vollständigen Volumenkörper. Je größer und höher ein Bauteil ist, je mehr Schichten werden benötigt, um ein Metallteil herzustellen. Damit einhergehend erhöhen sich jedoch auch die Bearbeitungszeit und somit auch die Kosten.
Im Prinzip ist das selektive Laserschmelzen (SLM) ist mit dem des Laserschweißen vergleichbar. Auch die Gefügestruktur im 3D gedruckten Bauteil ähnelt dem eines lasergeschweißten Metallteils.
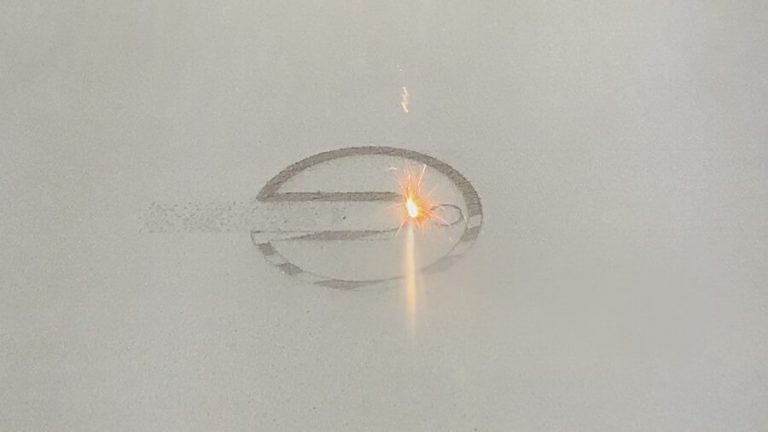
Videobeschreibung: Das Metall 3D-Druck Verfahren und Prozess des Laserschmelzens
Schichtaufbau: 0,05 mm
Gut sichtbar sind die Stützstrukturen für höher liegende Layer / Schichten (Punktewolke), sowie die versetzten Laserbahnen (Ausrichtung / Orientierung) je Schicht
Auch die Outlines (Kontur) und das Hatching (Füllung) sind hier sehr gut sichtbar.
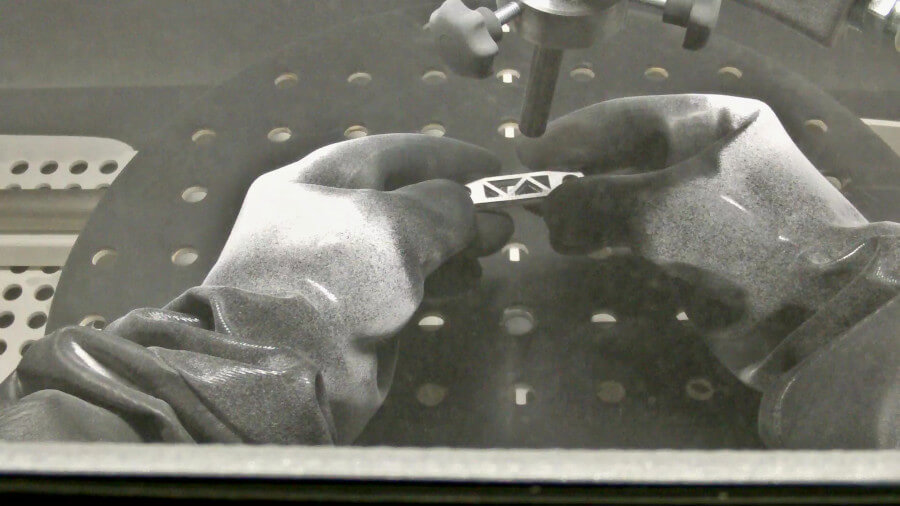
Entnahme des Bauteils aus der Kammer
Wenn das Metall Bauteil fertig gedruckt ist, kann es nicht einfach aus der Baukammer entnommen werden. Vorher muss das Pulver entfernt werden. Die geschieht auf separaten Entpulver-Arbeitsplätzen oder direkt über einen Staubsauger in der Prozesskammer. Hierbei sind spezielle Sicherheitsmaßnahmen zu berücksichtigen. So sind Aluminium und Titan sehr reaktionsfreudig mit Sauerstoff und jegliche elektrische Aufladung kann zu einem Brand oder Explosion führen. Aus diesem Grund müssen besondere Sicherheitsmaßnahmen getroffen und berücksichtigt werden.
Das Metallpulver beim selektiven Laserschmelzen bringt noch weitere Risiken mit sich. Neben der Brand- und Explosionsgefahr sind die Metallpulver teilweise sehr toxisch und aufgrund ihrer Partikelgröße von 5 bis 63 µm lungengängig. Die Legierungsbestandteile, wie zum Beispiel Nickel und Chrom, können hier zu weiteren Risiken, allergischen Reaktionen und Karzinomen, führen. Bei der Entnahme der Bauteile aus der Baukammer des Metall 3D-Druckers ist also absolute Vorsicht, ein überlegtes Handeln und die Berücksichtigung von Sicherheits- und Schutzmaßnahmen erforderlich. Weiterhin sind Maßnahmen zum EX-Schutz einzuhalten.
Sicherheitsmaßnahmen beim Öffnen des 3D-Druckers
Nach dem sorgfältigen Absaugen des Pulvers kann die Tür des Metall 3D-Druckers geöffnet werden. Hierbei ist weitere persönliche Schutzausrüstung erforderlich. So benötigen wir hier einen Atemschutz mit P3 Filtern, sowie eine geschlossene und staubdichte Schutzbrille. Optional kann eine Atemschutzmaske, welche über Mund, Nase und Augen geht, genutzt werden. Empfohlen wird noch ein Ganzkörper-Overall, damit die Stäube und Pulverreste nicht an der normalen Kleidung haften bleiben, womöglich weitergetragen werden und damit andere Bereiche des Unternehmens kontaminieren.
Entsprechend kann man festhalten, dass die Sicherheitsanforderungen beim Metall 3D-Druck Verfahren deutlich Höher sind, wie bei allen anderen additiven Verfahren. Auch wenn das Gefahren- und Gesundheitspotential Risiken mit sich bringt, so ist es beherrschbar und unter Einhaltung der entsprechenden Maßnahmen stellt es keine besondere Gefahr dar. Allerdings scheuen viele Betriebe den Aufwand, den der Metall 3D-Druck mit sich bringt. Hier fällt dann doch oft die Wahl auf einen 3D-Druck Dienstleister, welcher die Metallteile im Metall 3D-Druck Verfahren im Auftrag druckt.
Wir haben das Know-How und das Equipment um Ihre Bauteile sicher und umweltschonend zu produzieren.
Videobeschreibung: Das Metall 3D-Druck Verfahren, Absaugen des Metallpulvers und Entnahme aus dem Drucker
Das Absaugen des Pulvers kann einige Zeit dauern, je nachdem wie hoch der Bauauftrag und das gedruckte Volumen ist. Wenn das Pulver vollständig entfernt und die Bauplattform nach ober gefahren wurde, kann diese mit den Teilen aus dem Bauraum entnommen werden.
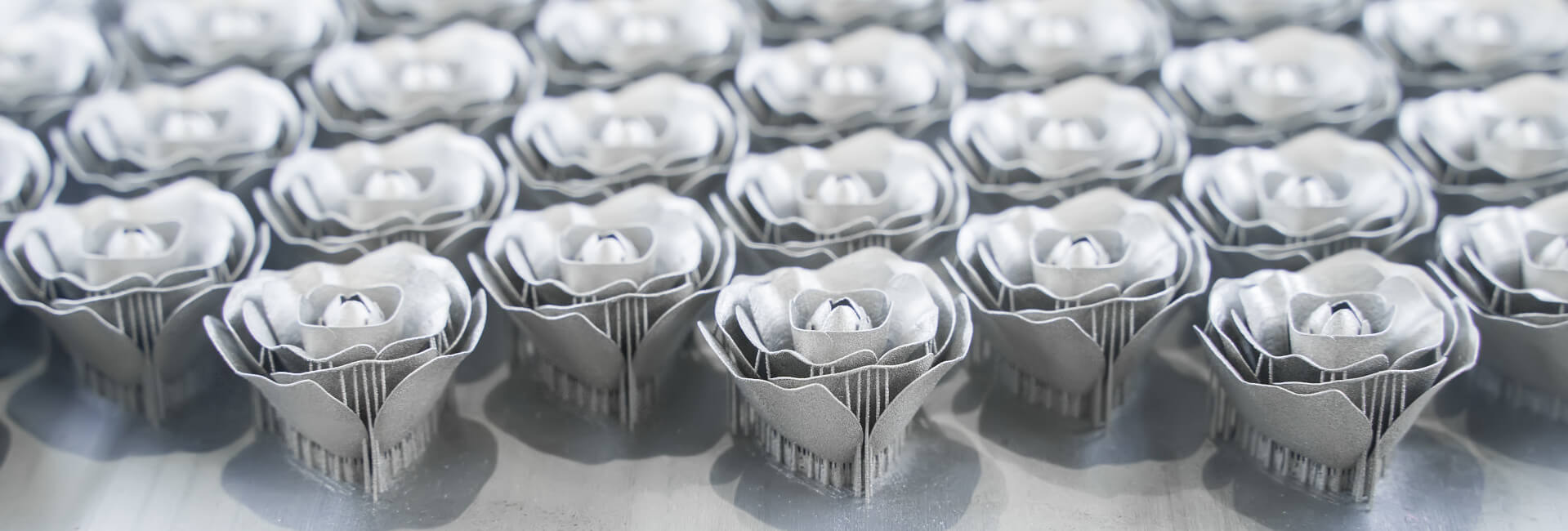
Entfernen von der Bauplattform und der Stützstrukturen
Die Metallteile mussten während des Bauprozesses mit Stützstrukturen (Lattice) auf der Bauplattform befestigt werden. Nun gilt es diese zu entfernen. Um die 3D gedruckten Metallteile von der Bauplattform zu bekommen, gibt es verschiedene Möglichkeiten:
|
|
Die einzelnen Verfahren sind alle subtraktive Verfahren. Welche Methode die Beste ist, muss jedes Mal nach den Gegebenheiten individuell ausgewählt werden.
Entfernen von der Bauplattform und Stützstrukturen
Die Metallteile mussten während des Bauprozesses mit Stützstrukturen auf der Bauplattform befestigt werden. Nun gilt es diese zu entfernen. Um die 3D gedruckten Metallteile von der Bauplattform zu bekommen, gibt es verschiedene Möglichkeiten:
|
|
Die einzelnen Verfahren sind alle subtraktive Verfahren. Welche Methode die beste ist, muss jedes Mal nach den Gegebenheiten individuell ausgewählt werden.
Auswahl des richtigen Verfahrens zum Entfernen der Lattice Strukturen
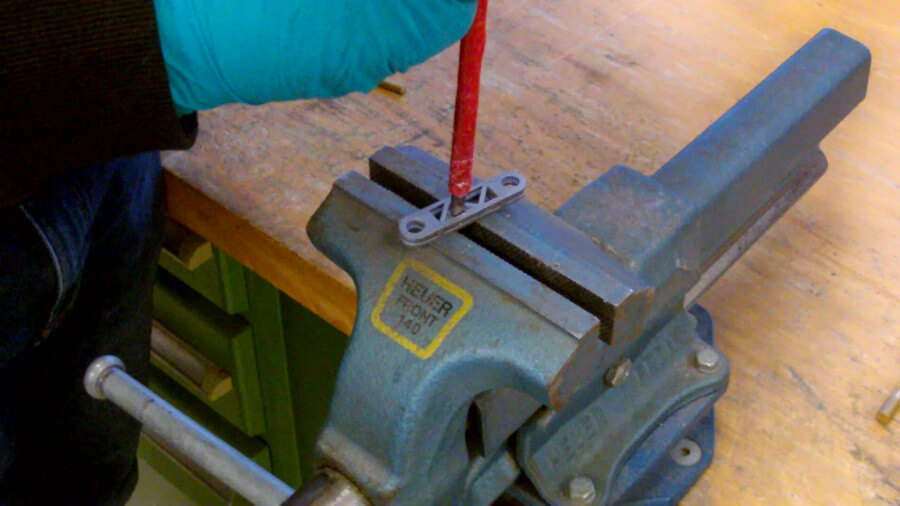
Für große Bauteile empfiehlt sich sicherlich das Absägen. Das geht meist jedoch nur bei den Stützstrukturen, die mit der Bauplattform verbunden sind. Bei kleinen und empfindlichen Teilen kann dies jedoch schädlich sein, da eine Bandsäge an den einzelnen Stäben und Stützen der Stützstruktur reißt und sich verhaken können. So kann es bei kleinen und dünnwandigen Bauteilen zu Verformungen und Verzügen kommen.
Bei kleinen Bereichen mit einzelnen Strukturen ist das Abbrechen (je nach Material), Abschlagen oder Abschneiden (als Beispiel mit einem Seitenschneider) hilfreich. So können die auf dem Bauteil verteilen Stützen und Stäbe sehr schnell und einfach entfernt werden.
Eine weitere Möglichkeit ist das Schleifen mit einem Bandschleifer, einem Fingerschleifer oder diversen anderen Handschleifgeräten. Hierbei können durch die verschiedenen Aufsätze die unterschiedlichsten Anforderungen, Oberflächen und Geometrien erfüllt werden.
Wenn es mal größere Flächen sind, kann die Stützstruktur auch mittels CNC / NC Bearbeitung entfernt werden. Hierbei ist das Spannen eines Bauteils oft nicht ganz einfach. Immerhin wird der 3D-Druck gerade wegen der Geometriefreiheit genutzt und gerade oder runde Anschlagpunkte sind hier oft nicht zu finden. Somit ist es oft eine weitere Herausforderung die mittels Metall 3D-Druck Verfahren erzeugten Bauteile in einem Schraubstock gespannt zu bekommen.
Mit unseren unterschiedlichen Post-Processing Möglichkeiten haben wir immer das richtige Werkzeug für die ideale Nacharbeit Ihrer Teile.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Oberfläche und Finishing (Post-Processing)
STRAHLEN:
Ist die Stützstruktur (Lattice) entfernt steht noch die Frage nach der Oberfläche und dem finalen »Finishing« aus. Auch hier stehen eine Menge an Möglichkeiten zur Wahl. Fast immer werden die Metallteile mit Glasperlen oder Karbid / Korund gestrahlt. Das Glasperlstrahlen nimmt an der Oberfläche nichts mehr ab, verschafft den Teilen jedoch eine gleichmäßige und leicht glänzende Oberfläche. Dahingegen ist das Karbid- / Korundstrahlen ein abtragendes Verfahren und das 3D gedruckte Metallteil bekommt eine matt / stumpfe Oberfläche. Bei beiden Verfahren wird die Oberfläche geglättet und verbessert die Oberflächenrauheit und den Rz-Wert.
SCHLEIFEN:
Wenn die Oberflächenqualität des Strahlens nicht ausreicht oder partiell besser sein muss, dann erfolgt dieses durch Schleifen der entsprechenden Stellen. Dieses kann manuell per Hand oder mit Unterstützung von handgeführten Schleifern geschehen. Dabei wird die raue Oberfläche partiell soweit geschliffen oder auch poliert, bis die gewünschte Oberflächengüte erreicht wird.
TOLERANZEN:
Bohrungen, Passungen, Führungen und sonstige eng tolerierten Bereiche eines 3D gedruckten Metallteils müssen noch maschinell nachgearbeitet werden. Dies erfolgt in der Regel durch Bohren, Reiben, Fräsen und Drehen auf NC und CNC Maschinen.
BESCHICHTEN:
Teile die mit dem Metall 3D-Druck Verfahren hergestellt wurden lassen sich wie alle herkömmlichen Teile aus Metall beschichten. So können diese auch lackiert, coatiert, KTL-Beschichtet, CVD und PVD-Beschichtet, galvanisiert oder sonstige Beschichtungsverfahren durchgeführt werden. Am Ende ist ein Metall 3D gedrucktes Bauteil ein massives Stück Metall, welches man genau so wie alle anderen Metallbauteile behandeln kann.
WÄRMEBEHANDLUNG:
Nach dem Metall 3D-Druck können die Bauteile noch einer Wärmebehandlung unterzogen werden. Hierbei können alle gängigen Wärmebehandlungsverfahren, welche für das Material üblich sind, durchgeführt werden. Egal ob es das Härten, Spannungsarmglühen, Auslagern oder Lösungsglühen ist, es gibt hier keine Einschränkungen. Je nach Verfahren und Temperaturen muss jedoch berücksichtigt werden, dass es zu verfahrensbedingten Verzügen kommen kann. Diese sollten vor dem 3D-Druck konstruktiv, zum Beispiel als Aufmaß, berücksichtigt und mit gedruckt werden.
Wenn Sie Fragen zu einem der Nacharbeitsmöglichkeiten haben, nehmen Sie Kontakt mit uns auf. Gemeinsam schauen wir, wie wir Ihre Problemstellung lösen können.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
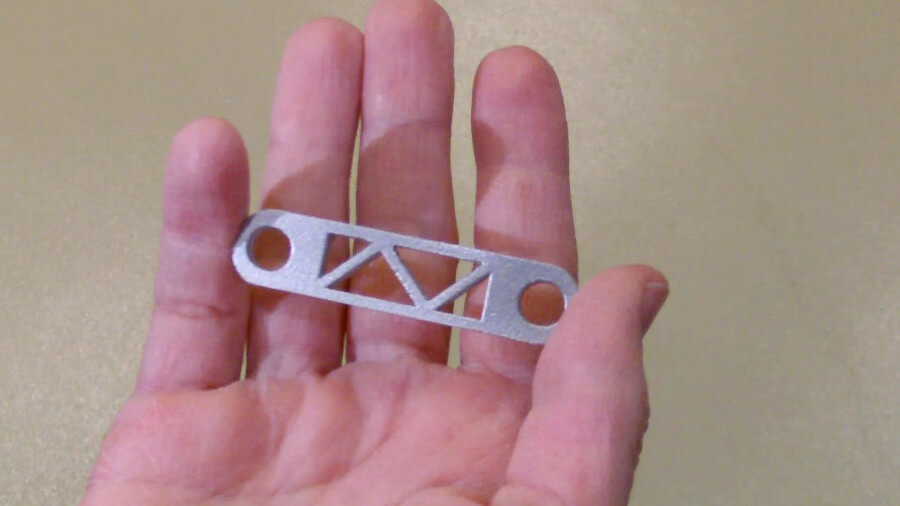
Das fertige Metall Bauteil aus dem 3D-Drucker
Anders als viele vermuten besteht der Prozess des Metall 3D-Druck Verfahren nicht nur aus einem »Druckprozess«, sondern aus vielen davor und danach gelagerten Prozessen. Hierbei sind Parameter wie Baulage, Position und Lage, sowie Auswahl der richtigen Stützstrukturen und weitere Nacharbeitsprozesse notwendig. Der Weg zu einem gebrauchsfertigen 3D-Druck Metallteil ist relativ aufwendig und bei weitem nicht so einfach wie viele glauben. Die aufwendige und zeitintensive Nacharbeit zum Entfernen der Stützstrukturen sind meist manuelle Tätigkeiten. Diese lassen sich Stand heute nur bedingt automatisieren.
Aus diesem Grund, den Sicherheitsanforderungen im Umgang mit den Metallpulvern und den hohen Maschinenkosten fertigen die meisten Betriebe bisher nicht selbst. Sie geben diese Aufgabe an 3D-Druck Dienstleister wie PROTOTEC, um diese Aufgabe zu übernehmen. Sollte Sie das Metall 3D-Druck Verfahren oder andere 3D-Druck und Rapid Prototyping Verfahren interessieren, sprechen Sie uns gerne an und nehmen Kontakt mit uns auf.

Sie haben Fragen? Dann nehmen Sie Kontakt zu uns auf!
Wir beraten Sie rund um die Themen der 3D-Druck und Rapid Prototyping Verfahren. Weiterhin geben wir Ihnen gerne eine Übersicht über unser Angebot an Service und Dienstleistungen von Prototec. Wir stehen Ihnen mit Rat und Tat zur Seite.