
SELEKTIVES LASERSCHMELZEN (SLM / LPBF)
- Metall 3D-Druck
- Werkzeugstahl bis 54 HRC
- Edelstahl, Aluminium und mehr…
- Für komplexe Strukturen
…vom Prototypen bis zur Serienanwendung:
Angebote & Bestellung 24/7 Online:
Home » 3D-Druck Metall (SLM)
3D-Druck Metall (SLM)
Selektives Laserschmelzen (SLM / LPBF)
Der Druckvorgang beim selektiven Laserschmelzen (Metalldruck)
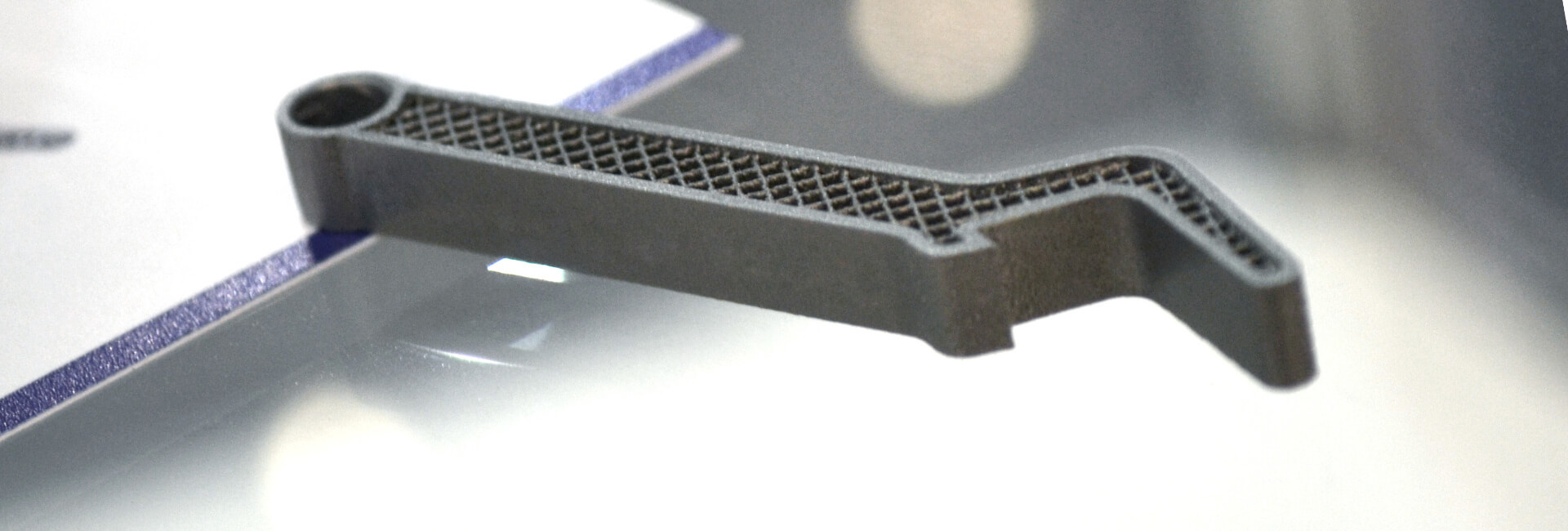
Das Metall 3D-Druck Verfahren selektives Laserschmelzen (Engl. »Selective Laser Melting« [SLM] oder auch Laser Powder Bed Fusion [LPBF oder L-PBF] genannt), ist ein additives Fertigungsverfahren. Hierbei wird eine Bauteilkontur und Geometrie mit einem Laserstrahl abgefahren und das Metallpulver lokal verschmolzen. Der 3D-Druckprozess wird Schicht für Schicht fortgeführt, bis alle Schichten vollständig miteinander verschmolzen sind. Nach jeder Schicht wird die Bauplattform abgesenkt und neues Metallpulver mit einem Rakel (Recoater) aufgetragen. Die neuen Schichten werden in Schichtdicken von 20 bis 100 µm, je nach Anforderung der Genauigkeit, aufgetragen. Diese Schritte werden so lange wiederholt, bis das Bauteil seine endgültige Form und Geometrie erreicht hat. So entsteht Schicht für Schicht ein massives metallisches Bauteil. Das nicht verschmolzene Metallpulver wird nach dem fertigen Bauprozess entfernt und das Bauteil kann entnommen werden.
Erfahren Sie alles zum Metall 3D-Druck Verfahren in unserem PROTOWIKI Beitrag. Hier finden Sie weitere Informationen zum Verfahren, Videos, Bilder und eine ausführliche Prozessbeschreibung. Jetzt weiterlesen: Zum Beitrag > Metall 3D-Druck Verfahren <
Unser 3D-Drucker von DMG MORI
Mit unserem 3D-Drucker von DMG MORI, der LASERTEC 30 SLM, können wir Bauteile bis zu einer Größe von 300×300×300 mm fertigen. Mit dem RePlug Wechselsystem sind wir in der Lage schnelle Materialwechsel durchzuführen. Dadurch, dass alle Pulver berührenden Teile doppelt sind und ausgetauscht werden, können wir stets beste Materialqualität und Reinheit garantieren. Das Pulver wird im RePlug aufbereitet und dem Bauprozess wieder zugeführt.
Wir beraten Sie gerne über Möglichkeiten des 3D-Drucks für Metall. Nutzen Sie die Chance eines unverbindlichen Gespräches und verpassen Sie nicht die Chancen eine zukunftsträchtige Fertigungstechnologie in Ihrem Unternehmen nutzen zu können.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Bearbeitung von 3D gedruckten Metallteilen
Man kann alle 3D gedruckten metallischen Bauteile genau so bearbeiten, wie andere metallische Bauteile.
- Wärmebehandelbar
- Zerspanbar (Fräsen, Drehen, Sägen, Schleifen usw.)
- Lackierbar, Beschichtbar
- usw.
Gängige Werkstoffe für das selektive Laserschmelzen:
Zur Übersicht und zum Leitfaden aller > 3D-Druck Materialien <
Werkzeugstahl
-
Verzugsarm, hohe Zähigkeit
-
Gute Polierbarkeit
-
Härtbar bis max. 54 HRC
-
bis ca. 400°C einsetzbar
Aluminium
-
mechanische Bearbeitbarkeit
-
gute Wärmeleitung
-
Schweißbar
-
Leichtbau
Edelstahl
-
Korrosionsbeständig bis 300°C
-
für Tieftemperatureinsatz geeignet
-
gut Schweißbar
-
Hohe Zähigkeit
Jetzt ONLINE BESTELLEN !
Für unsere 3D-Druck und Vakuumguss Verfahren
Konstruktive Grundlagen
Entgegen der Stützstrukturen, welche bei der Stereolithographie oder anderen Kunststoff 3D-Druck Verfahren benötigt werden, sind die Stützstrukturen bei Metallteilen nicht so einfach zu entfernen. Aus diesem Grund sollten Sie sich vor dem 3D-Druck von Metallteilen Gedanken über die konstruktive Auslegung machen.
Wie der Name selektives Laserschmelzen schon sagt, wird im Bauprozess ein Schmelzbad erzeugt. Der Laser bringt lokal so viel Energie in das Pulver, dass es sich um den Laserspot herum verflüssigt. Probleme entstehen dann, wenn der Laser ein Schmelzbad in Bereichen erzeugt, bei denen unterhalb des Schmelzbades nur Metallpulver vorliegt. Die flüssige Schmelze fällt an diesem Punkt in das Pulver ab und die Struktur in der Schicht ist unterbrochen. (Vergleichbar als wenn man Wasser in Sand gießen würde)
Ab wann sind Stützstrukturen erforderlich?
Allgemein gilt, dass Stützstrukturen bei Winkeln kleiner 45° zur Bauplattform benötigt werden. Wenn Sie sich also für selektives Laserschmelzen als 3D-Druck Verfahren entscheiden und dieses nutzen möchten, muss sich ein Konstrukteur / Ingenieur Gedanken über die einzelnen Flächen am Bauteil machen. Zumindest dann, wenn das Metallteil kostengünstig und ohne aufwendige Nacharbeit gefertigt werden soll.
Kosten beim selektiven Laserschmelzen
Die Kosten für ein 3D gedrucktes Metallteil setzen sich nicht nur aus dem reinen Druckprozess zusammen. Je nachdem wie viel Stützstrukturen benötigt werden, fallen beim selektiven Laserschmelzen weitere Kosten durch die Prozesszeit und Nacharbeit von Stützstrukturen an. Als Beispiel dauert der Prozess, die Stützstrukturen im Pulverbett zu bauen, etwa 2-3x so lange wie eine vergleichbare Fläche eines massiven Körpers. Somit verlängern unnötige Stützstrukturen den Bauprozess und erzeugen nicht unerhebliche Prozesskosten.
Wenn es um die Kosten von Aluminium Bauteilen geht, kommt alternativ eventuell auch der Prozess von faserverstärkten 3D-Druck Bauteilen infrage. Hier können durch unterschiedliche Fasern auch mit Kunststoffteilen vergleichbare Werte wie Aluminiumbauteile erreicht werden.

Sie haben Fragen zum 3D-Druck Metall?
Kein Problem, wir informieren Sie gerne über die Möglichkeiten, die Vor- und Nachteile des 3D-Druck für Metall. Fordern Sie einfach einen Rückruf Service an und wir melden uns schnellstmöglich bei Ihnen. Oder wählen Sie direkt die +49 (0) 2722 / 959595
Wir helfen Ihnen hier gerne weiter!
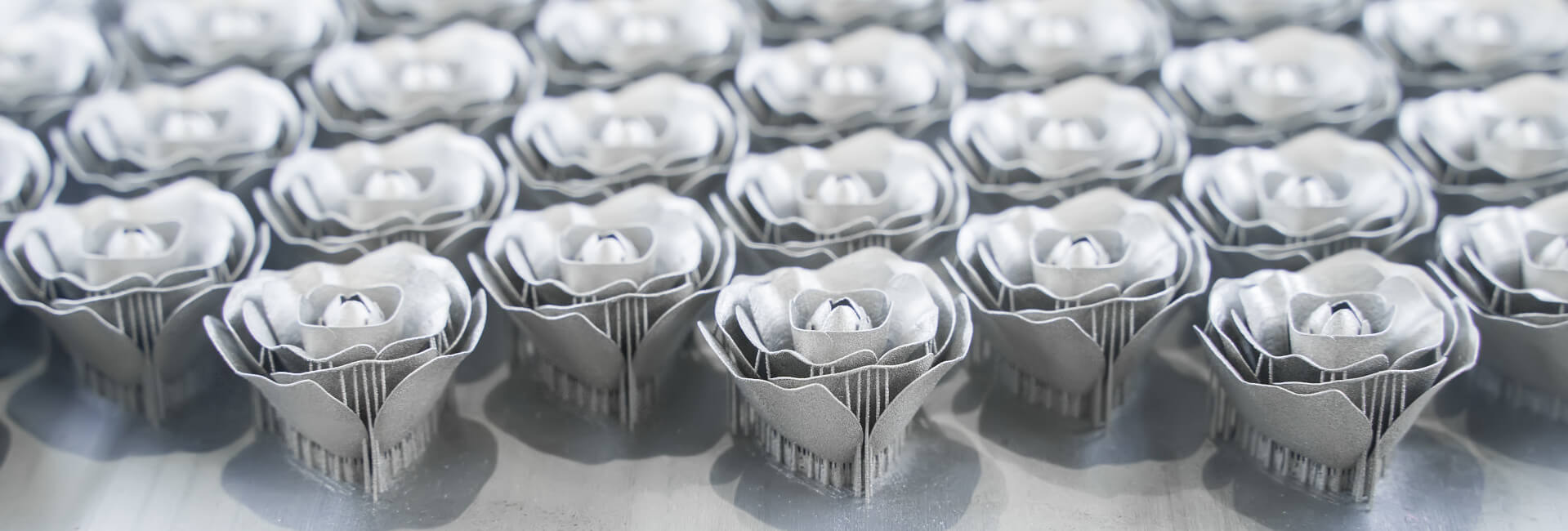
Die Stützstrukturen
Nachdem das 3D gedruckte Metallteil aus der Maschine genommen wurde, müssen die Stützstrukturen entfernt werden. Die Stützstrukturen sind in der Regel senkrechte Stützen, welche während des Bauprozesses benötigt werden. Jedes Mal, wenn am Metallteil Überhänge und Winkel <45° entstehen, muss die mit dem Laser erzeugte flüssige Metallschmelze gestützt werden. Würden keine Stützstrukturen eingesetzt, würde das Schmelzbad absacken. Die Folge wäre eine Fehlstelle im Metallteil bis hin zum völligen Versagen der Kontur.
Ein weiterer Grund für Stützstrukturen ist die Wärmeableitung des Metallschmelzbades. Nachdem der Laser die Kontur aufgeschmolzen hat, muss die Wärme abgeführt werden. Geschieht dies nicht oder in nicht ausreichendem Ausmaß, kann es zu Verzügen oder Rissen im Metallteil kommen. Entsprechend muss vor dem selektiven Laserschmelzen überlegt und analysiert werden, wo und in welchen Umfang Stützstrukturen benötigt werden.
Entfernen der Stützstrukturen
Nachdem der Metall 3D-Druckprozess des selektiven Laserschmelzens beendet wurde, muss das Bauteil von der Bauplattform entfernt werden. Dies geschieht meist durch Erodieren oder Absägen der Bauteile. Die anschließende weitere Bearbeitung geschieht überwiegend durch händische und maschinelle Schleifarbeiten. Im Anschluss erfolgt vorwiegend nur noch ein Strahlen der Oberfläche, damit die Metall 3D gedruckten Oberflächen ein gleichmäßiges und glattes Bild aufweisen. Zum Strahlen werden größtenteils Glasperlen und Karbide genutzt, die mithilfe von Druckluft auf die Oberfläche geschossen werden.
Weitere mögliche Werkstoffe für das selektive Laserschmelzen:
- Edelstahl 1.4542 (Martensitisch)
- Werkzeugstahl 1.4540
- Aluminium AlMgSi0.5
- Inconel 718
- Inconel 625
- CobaltChrom Stahl
- Titan Ti6Al6V – 3.7164
- Kupfer
- Messing
Sie benötigen weitere Informationen zum3D Druck von Metall?
Sie sind sich noch nicht sicher, ob der 3D-Druck von metallischen Bauteilen für Sie infrage kommt? Oder ob dies das richtige Verfahren für Ihre Prototypen, Funktionsmuster oder Modelle ist?
Dann rufen Sie uns einfach an oder schreiben uns eine Mail. Wir beraten Sie gern!

Nehmen Sie Kontakt mit uns auf …
Wir beraten und erläutern Ihnen gerne die Vor- und Nachteile der einzelnen 3D-Druck und Rapid Prototyping Verfahren oder geben Ihnen eine Übersicht über unser Angebot an Service und Dienstleistungen von Prototec. Wir beantworten Ihnen gerne alle Fragen und stehen mit Rat und Tat zur Seite.