
METALLGUSS / FEINGUSS
- Alternative zu Druckguss
- kleine Losgröße
- Verschiedene Legierungen
- Für Einzelteile und Kleinserien
Angebote & Bestellung 24/7 Online:
Home » Metallguss – Feinguss
Metallguss – Feinguss
Für Prototypen und Kleinserien
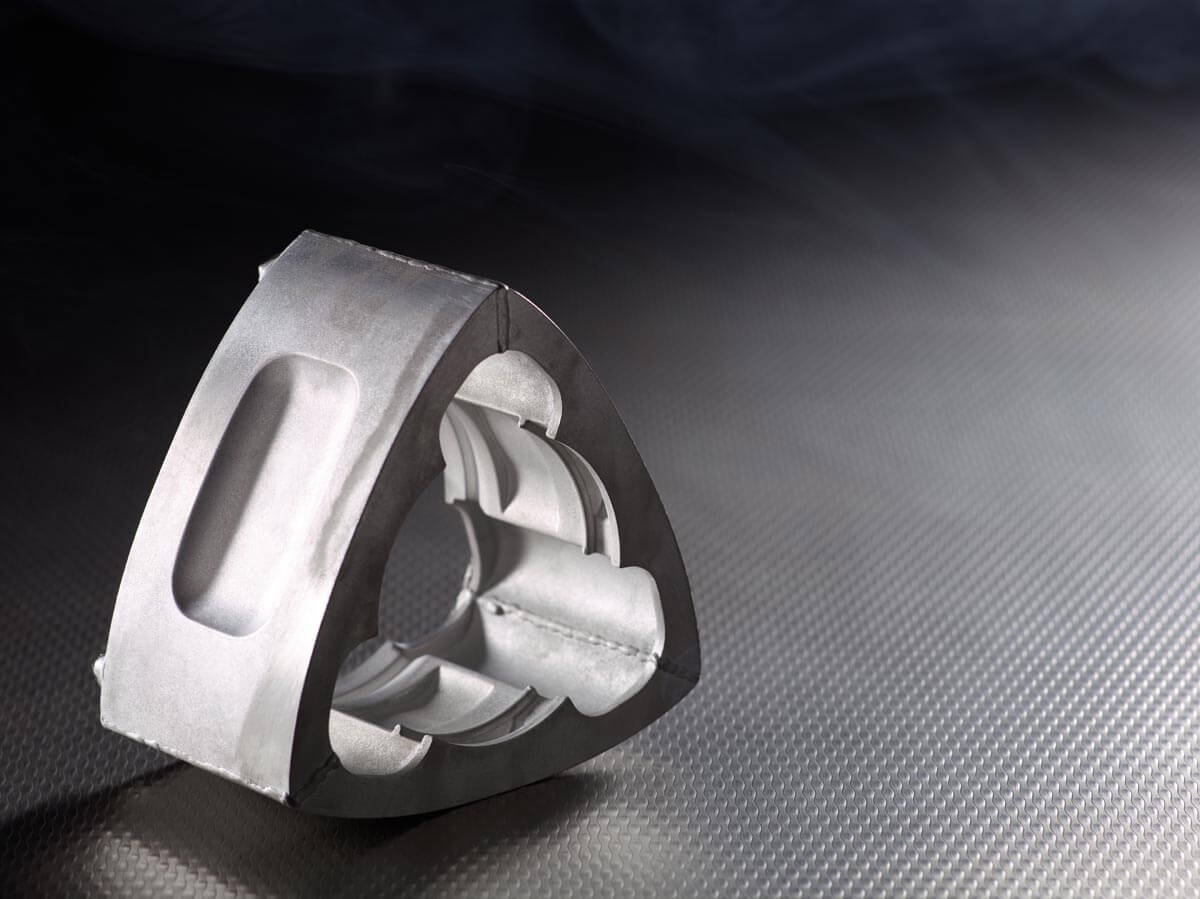
Komplexe Bauteile aus Aluminium und Zink lassen sich in relativ kurzer Zeit durch das Feingussverfahren und im Kokillenguss herstellen. Hierbei gibt es im wesentlichen 2 Wege, um zu einem Metallteil zu gelangen. Der eine Weg führt wie beim über eine Silikonform, die mit einem geschmolzenen Wachs befüllt wird. Nach dem Erkalten des Wachses wird das Modell (Wachsling) der Form entnommen und an einem Gießbaum befestigt. Dieses Vorgehen empfiehlt sich bei größeren Stückzahlen und gewährleistet eine ansprechende Oberflächenqualität.
-
- Eine Alternative zu Aluminiumdruckguss von Einzelteilen und Kleinserien
- Ebenfalls eine echte Alternative zu Zinkdruckguss von Einzelteilen und Kleinserien
- Es können auch Metall wie Edelstahl gegossen werden
- Wenn Ihre Prototypen seriennah gefertigt werden sollen
Auf dem zweiten Weg werden anstelle von gegossenen Wachsmodellen sofort Modelle in Polystyrol oder PMMA auf entsprechenden 3D-Druck Maschinen gedruckt. Diese Materialien lassen sich ebenso wie Wachs ausschmelzen. Auch diese Modelle werden an einen Gießbaum angewachst. Dieser Gießbaum wird in einer Küvette von Einbettmasse umgossen. Ist die Einbettmasse abgebunden, erwärmt man die Küvette, bis das Wachs oder Polystyrol / PMMA vollständig ausgelaufen ist.
In die jetzt entstandenen Hohlräume wird später das flüssige Metall gegossen. Die Küvetten müssen jetzt in einem speziellen, computergesteuerten Ausbrennofen ausgebrannt werden. Die Dauer des Ausbrennvorganges beträgt ca. 15 Stunden. Nach erreichter Gießtemperatur der Küvette kann man nun gießen.
Das geschmolzene Metall wird nun in die heiße Küvette gegossen. Nach Abkühlung werden die Rohlinge aus der Einbettmasse gespült und bearbeitet. Anschließend ist Gießteil fertig. Nun kann es unter Serienbedingungen genutzt oder auch gestestet werden.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
3D-Druck als Alternative zum Feinguss
Optional zum Feinguss in Aluminium könnte auch der Metall 3D-Druck und das Metall 3D-Druck Verfahren eine interessante Alternative für kleine Stückzahlen, Prototypen und Muster sein. Im Metall 3D-Druck fallen keine Werkzeugkosten / Formkosten an. Die im 3D-Druck erreichten Oberflächen sind sehr fein. Gerade bei Einzelstücken oder bei kleinen Bauvolumen ist der 3D-Druck in Aluminium oftmals auch preislich sehr interessant und eine echte Alternative.

Sie haben Fragen zum Metallguss / Feinguss?
Kein Problem, wir informieren Sie gerne über die Möglichkeiten, die Vor- und Nachteile der einzelnen Verfahren und unsere einzelnen Technologien. Fordern Sie einfach einen Rückruf Service an und wir melden uns schnellstmöglich bei Ihnen.
Oder wählen Sie direkt die +49 (0) 2722 / 959595
Wir helfen Ihnen hier gerne weiter!
Jetzt Rückruf anfordern: